

一、行业背景与项目概况1.1 行业背景与核心需求市政排水系统是城市“生命线”工程,涵盖污水收集、提升、输送、处理全链条,随着我国城镇化率突破66%,海绵城市、...
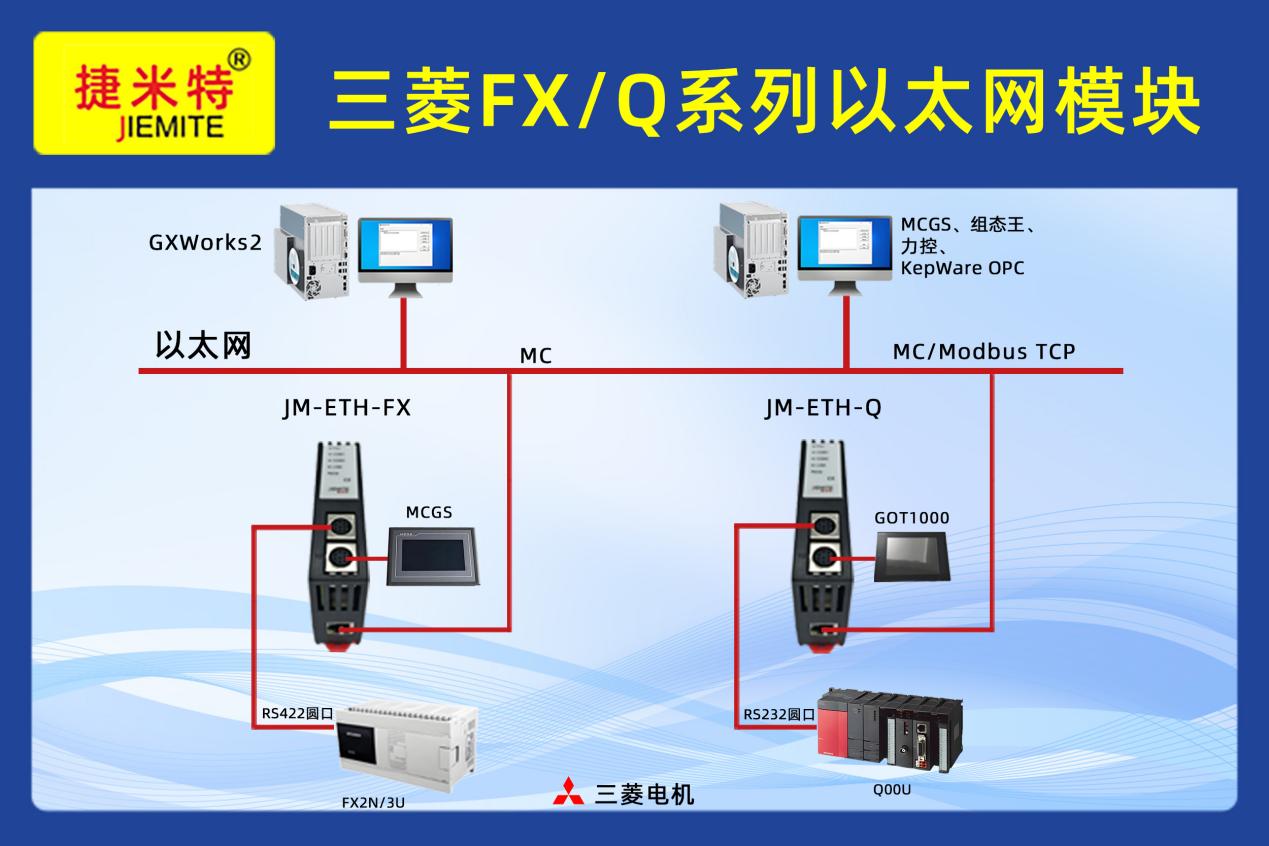
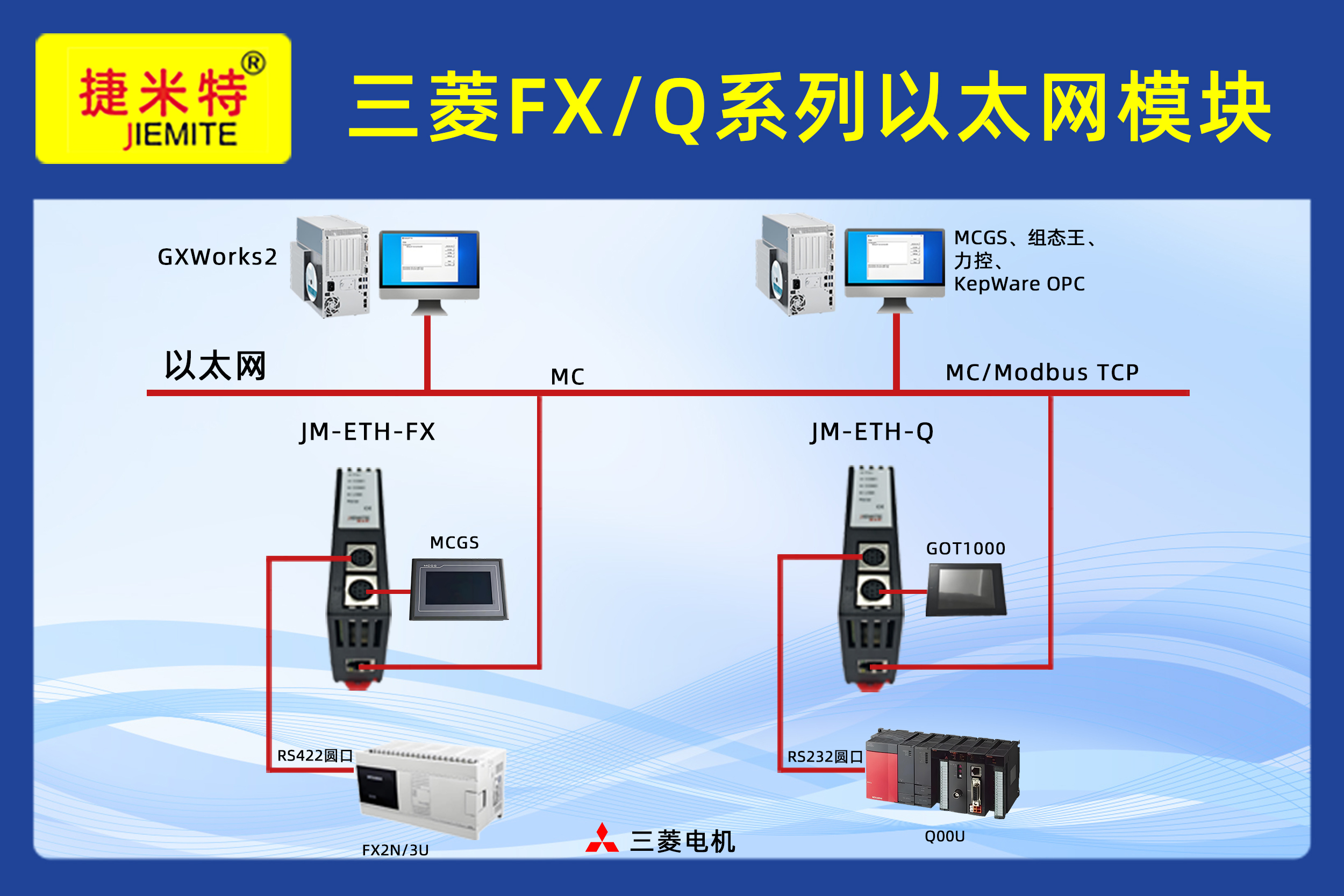
一、行业背景与项目概况本项目为山东某中型智慧港口散货码头装卸生产线升级项目,该码头主营铁矿石、煤炭等散货装卸转运,现有2条散货装卸流水线,核心控制设备采用三菱...

一、行业背景与项目概况1.1 行业背景与核心需求畜牧养殖环控行业核心需求聚焦于精准管控与高效运维:一是实现温湿度、氨气浓度等参数实时采集与自动调控,保障畜禽适...

一、行业背景与项目概况在汽车零部件加工行业,自动化生产线的稳定运行直接决定产能与产品合格率,PLC作为生产线的控制核心,承担着设备启停、参数调控、故障监测等关键...
一、行业背景与项目概况1.1 立体仓库行业发展现状与技术需求立体仓库依托堆垛机、输送线、AGV等自动化设备,实现物料存取、转运全流程自动化,是现代智能制造与智慧...

一、行业背景与项目概况本项目为广东某大型食品饮料企业瓶装水灌装生产线升级项目。该企业主营瓶装饮用水生产,现有3条高速灌装生产线,核心控制设备为三菱FX3U系列...

一、行业背景与项目概况本项目为浙江某锂电池制造企业极片涂布生产线升级项目。该企业主营动力锂电池极片生产,现有2条高速涂布生产线,核心控制设备为三菱FX3U系列...
一、行业背景与项目概况1.1 熔炉温度行业技术需求熔炉温度行业涵盖冶金熔炉、工业窑炉、材料合成熔炉等多个应用场景,核心诉求是实现熔炉温度的精准调控(温差误差需...
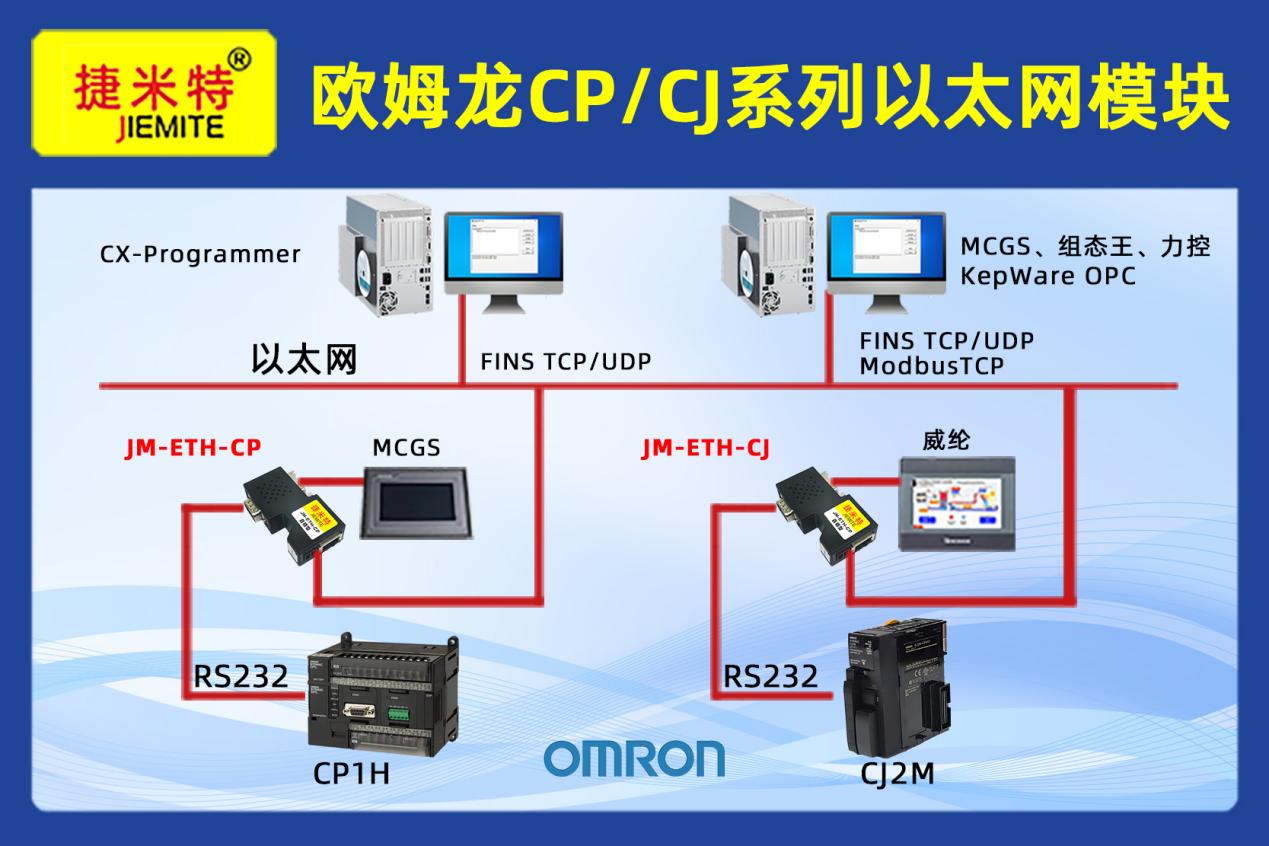
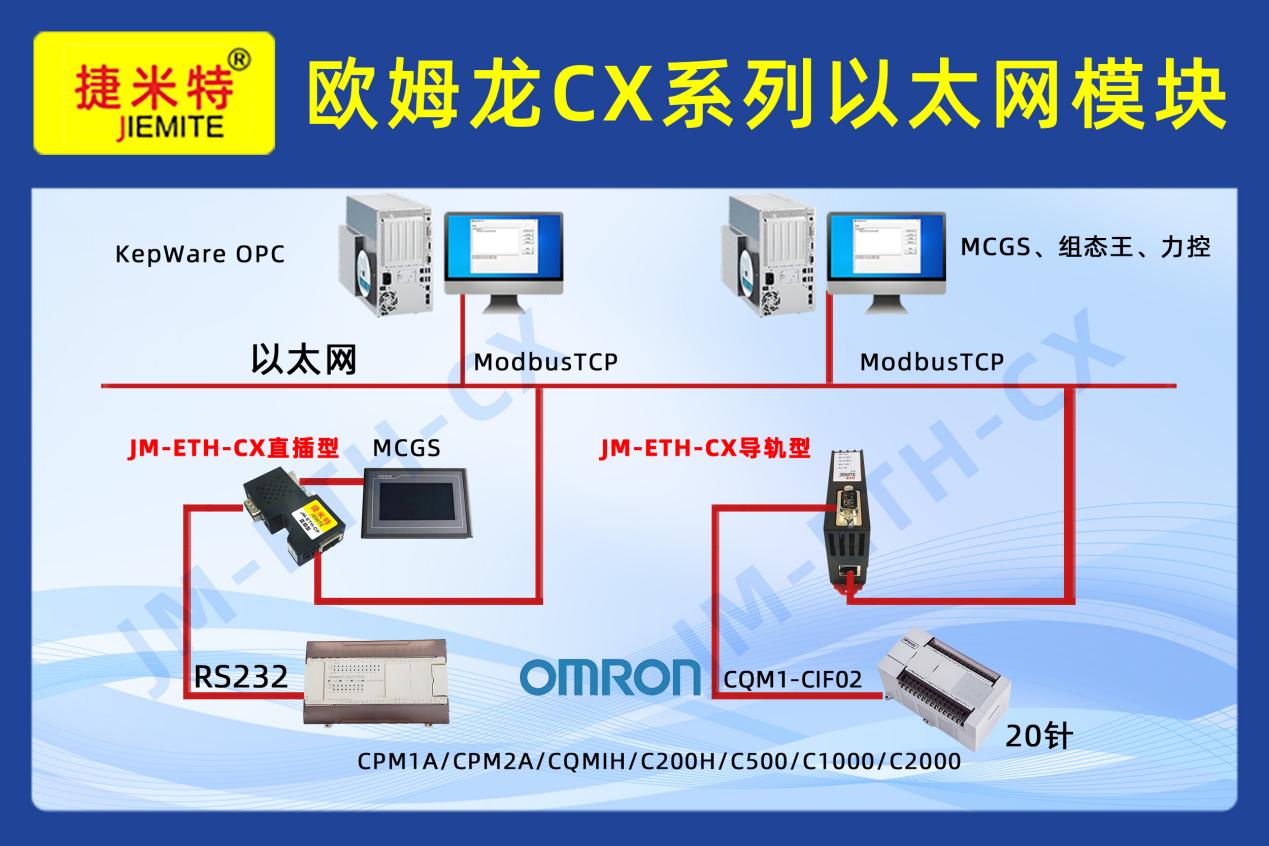
一、项目概况本项目落地于华东地区一家汽车零部件制造企业,改造对象为厂区自动化喷涂生产线。整条产线以欧姆龙 CP1H PLC 作为核心控制单元,统筹管控喷涂机械臂...

一、项目背景与行业痛点在传统制造车间数字化升级中,搭载信捷XC/XD系列PLC的设备占比极高,这类设备凭借稳定性成为生产线核心,但受限于原生串口通讯设计,普遍...