
一、行业背景与痛点分析 在环保设备远程运维领域,随着污水处理、垃圾焚烧等设施的规模化建设,设备分布广、运维难度大的问题日益凸显。以某大型污水处理厂为例,其分布...

1. 行业背景与项目痛点分析1.1 行业选择:医药自动化生产 医药行业对生产过程的精确控制、数据追溯和系统稳定性要求极高。随着GMP认证标准的不断提高,...

一、行业背景与痛点在快速发展的食品工业中,自动化生产线(如烘焙、饮料灌装、包装线)对设备间的实时数据交互要求极高。以某大型饼干生产厂为例,其生产线包含搅拌、成型...
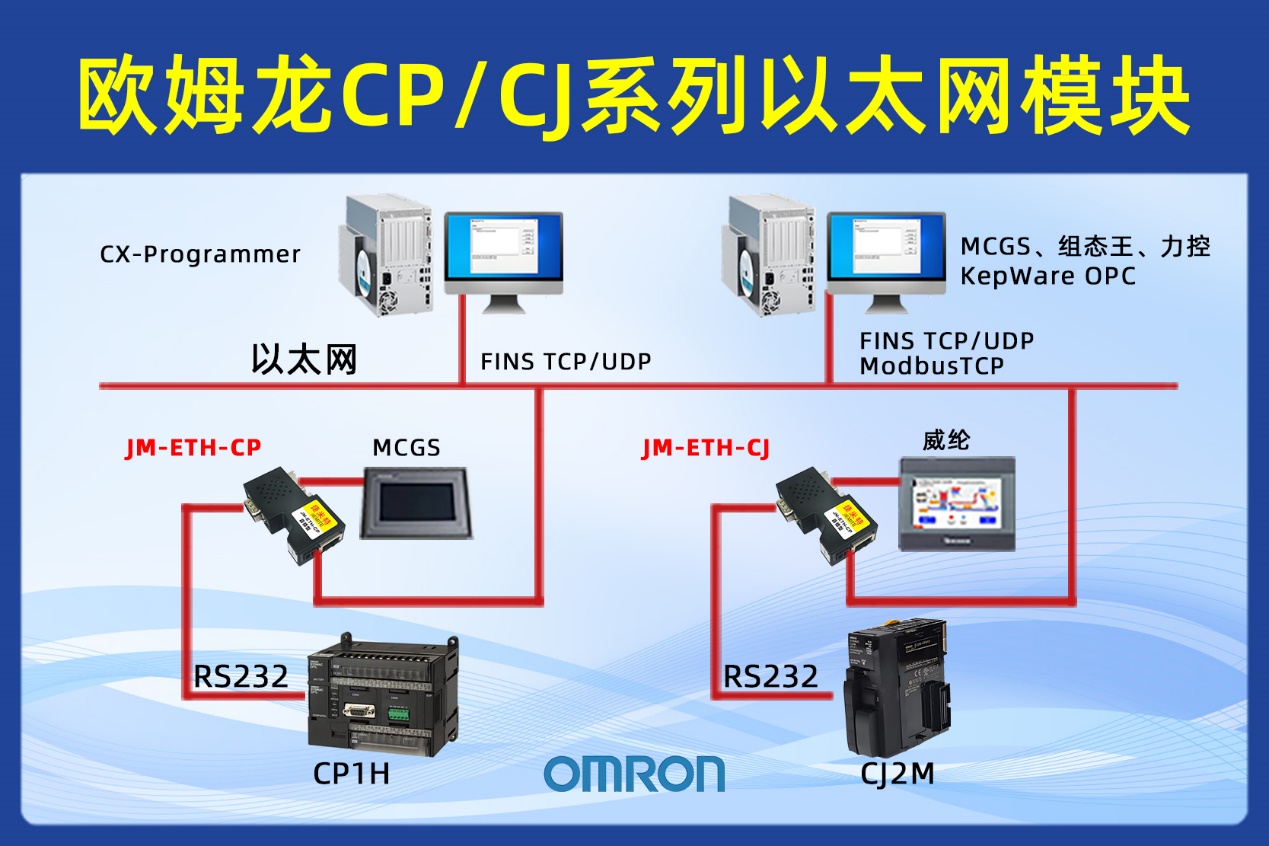
一、背景与痛点 随着新能源汽车产业的快速发展,锂电池生产企业对生产过程的自动化、智能化和信息化程度要求越来越高。某锂电池生产企业在生产线上采用了大量的欧姆龙C...
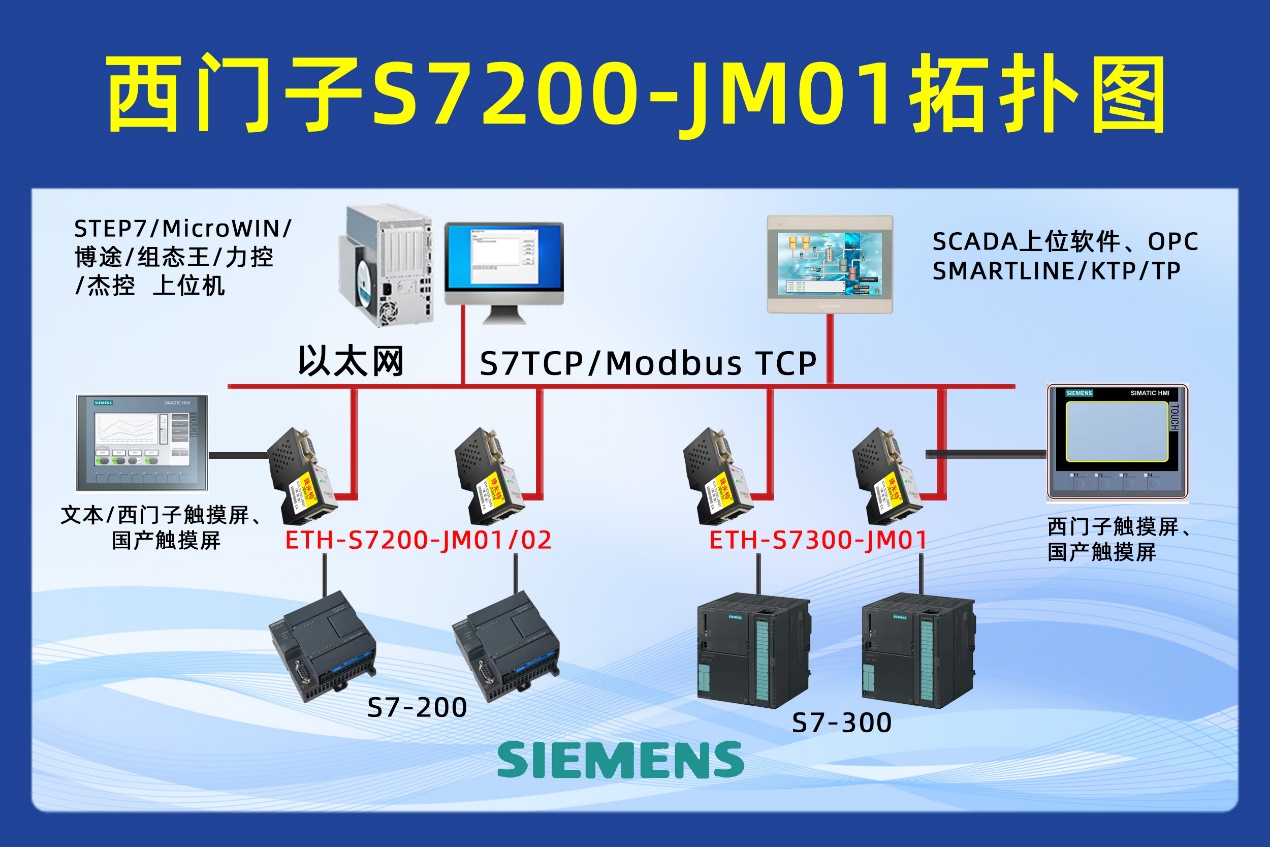
一、 项目背景与痛点在新能源汽车快速发展的大背景下,某新能源汽车零部件制造工厂拥有多条自动化生产线,其核心控制设备为西门子S7-200系列PLC。然而,随着市...
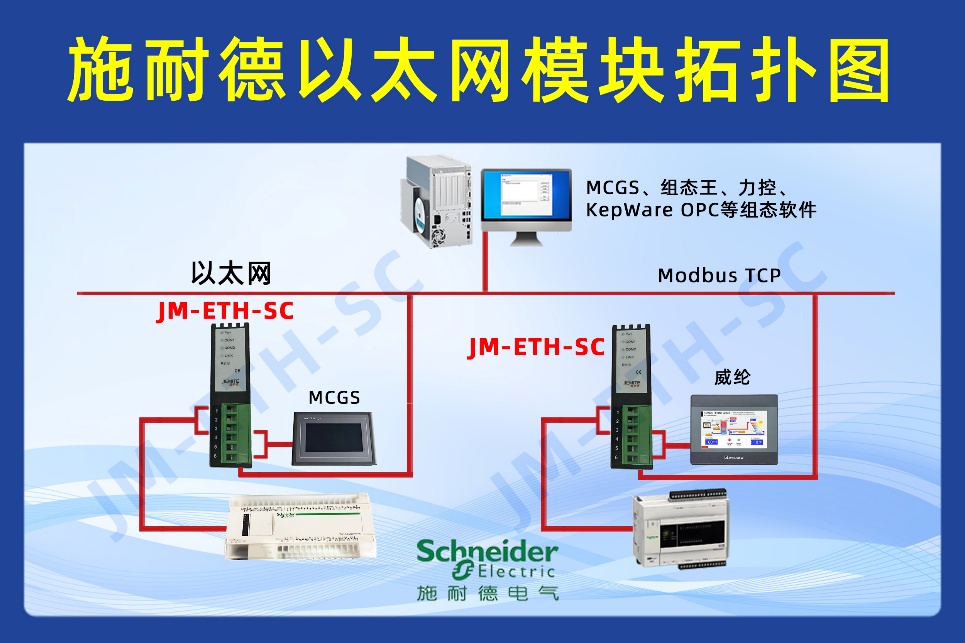
一、行业痛点 在铁路信号所、牵引变电所或车站监控改造项目中,设计单位往往选用经济可靠的施耐德M200系列PLC(如TM200C16R、TM200C40U等)作...

一、案例背景在工业自动化领域的升级浪潮中,新旧设备的协同工作始终是制造企业面临的核心难题。大量仍在稳定运行的西门子S7-300PLC与代表先进控制技术的S7-...
一、行业背景与痛点随着新能源汽车产业的蓬勃发展,对动力电池的需求呈爆发式增长,相应地,新能源储能系统的应用也日益广泛。在新能源储能系统行业,其生产过程涉及到众多...

一、行业背景与痛点分析 在化工与制药行业的生产场景中,自动化控制系统往往面临设备协议碎片化、数据孤岛化的典型难题。以某制药企业的无菌原料药生产线为例,其核心控...
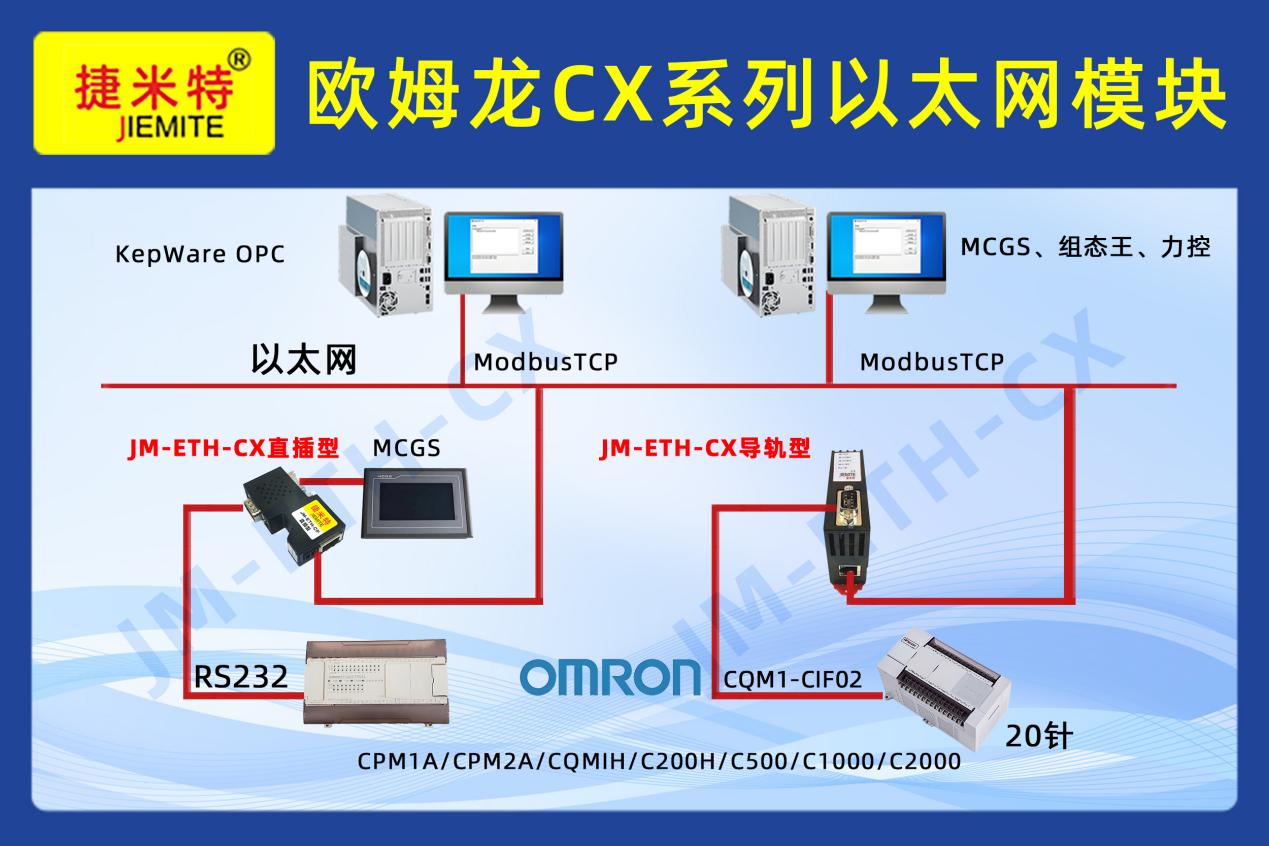
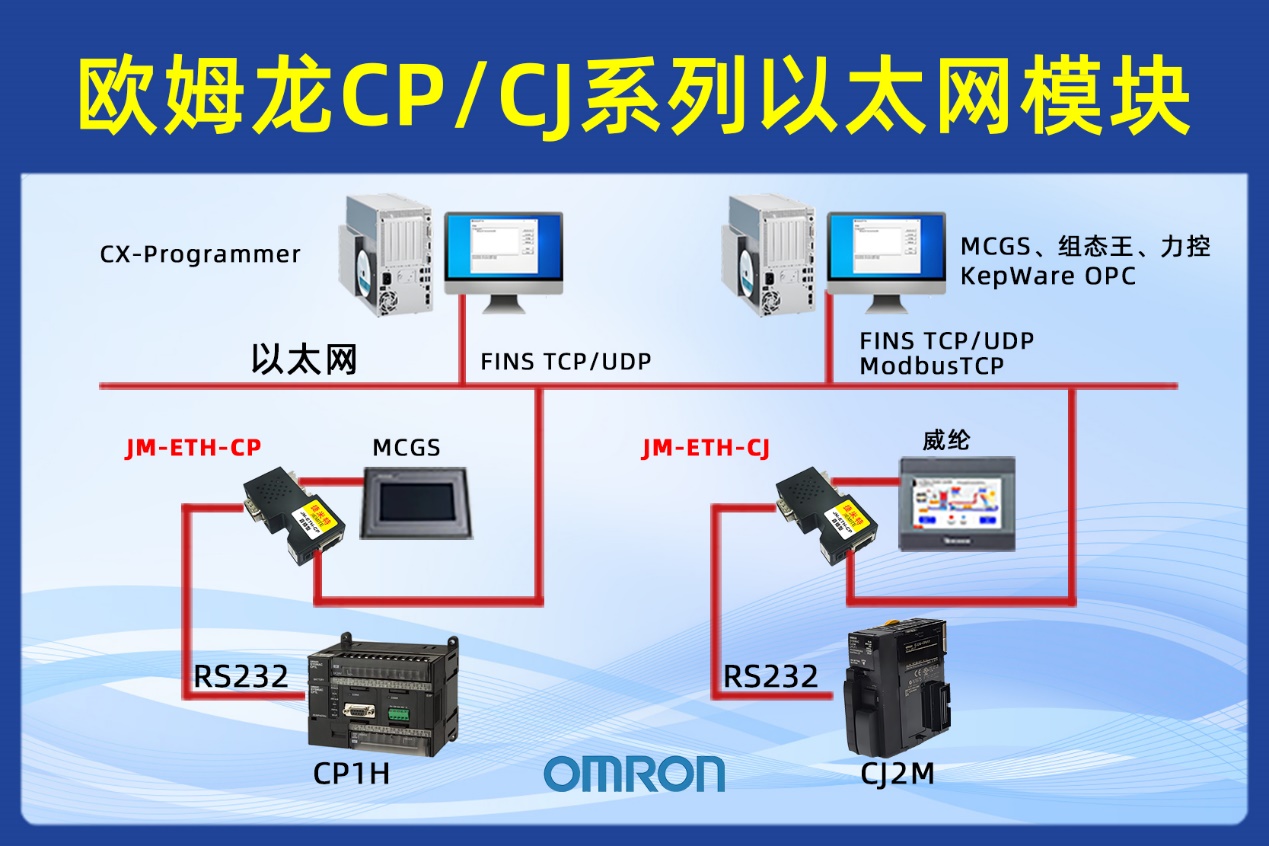
在工业自动化领域,欧姆龙CPM1A系列PLC作为一款经典的小型控制器,仍广泛应用于中小型生产线的控制场景。然而,随着智能制造的深入推进,仅配备RS232/...